




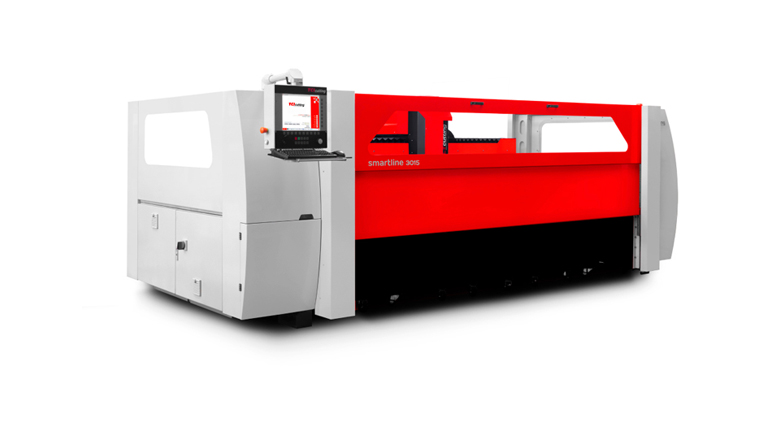






Characteristics of the CO2 laser cutter

CO2 laser cutters utilise a mixture of gases to generate the laser beam. The high pressure required in the resonator to excite the gas is created by means of wear-free semi-conductor modules, which are small, efficient and reliable. CO2 laser cutting technology is suitable for cutting a variety of materials such as thick sheet metals, wood, acrylic, glass, paper, textiles, plastics, leather and stone.
CO2 laser cutters generate a high output for thicknesses of sheet metals up to 30mm and for tubular pieces. When O2 is used in the cutting process, the speed is almost equivalent to that of the fiber laser with thicknesses greater than 6mm.
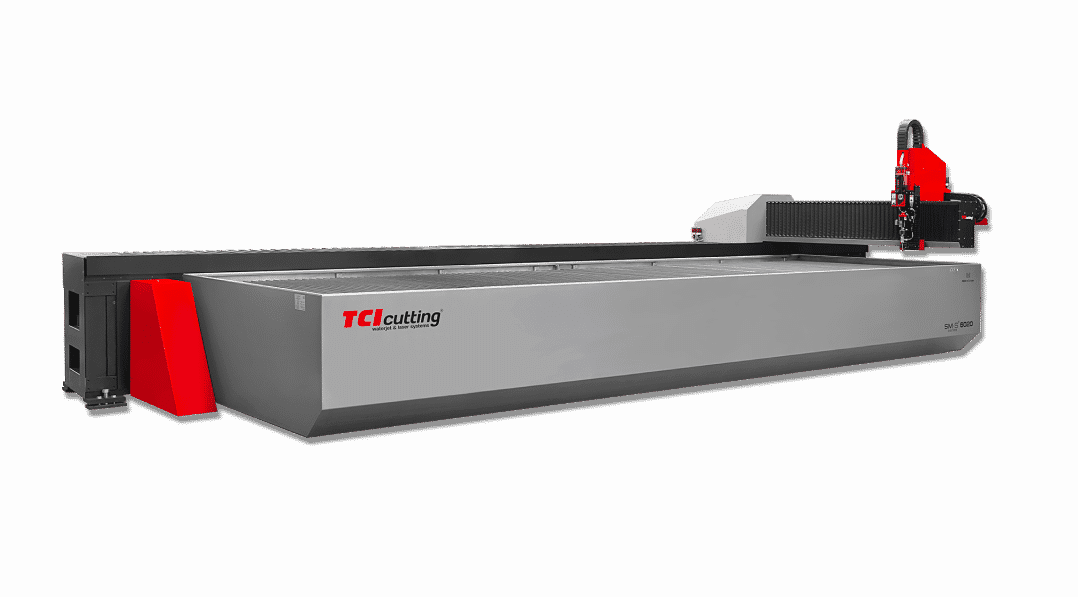
Characteristics of the Fiber laser cutter
Fiber laser cutters are the latest development in laser cutting technology. The laser beam is generated within an active fiber and is guided towards the machine cutting head by means of a transportation fiber, via diodes and fiber cables.

The fiber laser cutters are smaller in size than the CO2 laser cutters but deliver twice the power output with the same electricity consumption. Fiber laser cutting is suitable for working with fine sheet metals, medium sheet metals up to 12mm and with non-ferrous metals, such as copper and brass. Access to the machine is restricted for reasons of safety, because the laser reflections are highly dangerous to the eyesight. The focal diameter is very small, generating one hundred times the intensity of the CO2 model.
CO2 versus Fibra
 The CO2 laser cutter can cut sheet metal thicknesses of up to 30mm whilst the fiber laser cutter is suitable for cutting fine and medium thickness sheet metals of up to 20mm.
The CO2 laser cutter can cut sheet metal thicknesses of up to 30mm whilst the fiber laser cutter is suitable for cutting fine and medium thickness sheet metals of up to 20mm.
With regard to cutting machine access, the comparative length of the fiber laser beam with the CO2 laser is 1.064 micrometers and 10.6 micrometers respectively, the fiber laser being ten times smaller. For this reason, the fiber laser requires a much higher level of safety precautions because the laser reflections emitted cause damage to the eyesight. In comparison, the CO2 cutter delivers exceptional access to the machine with no risk of damage to the eyesight.
The fiber laser cutter is more energy efficient as no resonator gas is required; the running costs are therefore lower than with the CO2 laser cutter. For every power unit consumed by the CO2 laser cutting system you can expect to save around 8 to 10% whilst with the fiber laser cutter the saving is between 25 and 30%.
In order to direct the beam to the lens, the CO2 laser cutter utilises mirrors placed at specified distances; the design of this machine therefore takes up more space than the fiber laser cutting machine which is compact and space-saving in design.

The CO2 laser cutter utilises two lenses which must be changed over depending on the material and the thickness being cut, and which have a life-cycle of about 1000 hours. In comparison, the fiber laser cutter only uses one single lens with a life-cycle of about 4.000 to 5.000 hours.
For further information about our cutting machines, or about the different technologies employed, please visit our TCI Cutting web page or get in touch with us by email on contact@tcicutting.com